























































Za znamke, pri katerih okvara šiva ni sprejemljiv rezultat, je vredno razumeti razliko med tema dvema situacijama.
Standard 27,12 MHz: Zakaj se RF varjenje različno segreje
Glavna razlika med radiofrekvenčnim varjenjem in običajnim toplotnim lepljenjem ni le učinkovitost – gre za smer, v kateri toplota potuje skozi material.
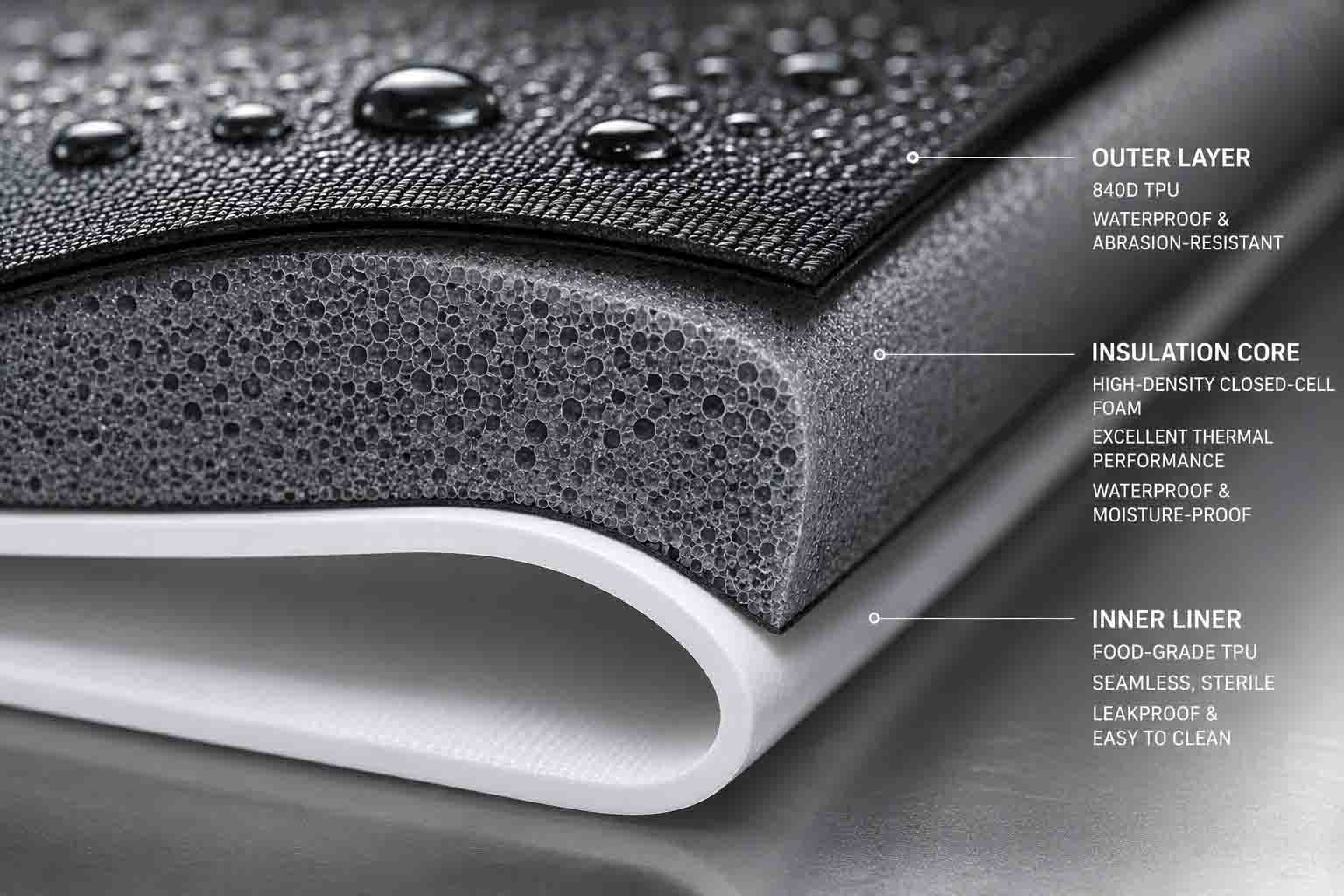
Konvencionalne metode (vroče palice, ogrevane plošče, toplotne pištole) dovajajo energijo na površino materiala in se zanašajo na prevodnost, da se notranjost doseže na temperaturo lepljenja. Za tanke filme to deluje ustrezno. Za debele, goste laminatne tkanine TPU, ki se uporabljajo v vrhunski vodotesni opremi, ustvarja praktično težavo: spravljanje notranjega vmesnika na fuzijsko temperaturo zahteva dovolj časa zadrževanja na površini, da obstaja nevarnost opeklin ali deformacije zunanje plasti. Okno med "premalo" in "preveč" se oži, ko se debelina materiala poveča.
RF varjenje to obide tako, da ustvarja toploto iz notranjosti materiala, namesto da bi jo vodilo navznoter. Profesionalna oprema za RF varjenje deluje pri 27,12 MHz – imenovanem radijskem frekvenčnem pasu ISM (industrijski, znanstveni in medicinski), ki je dodeljen temu razredu industrijske opreme. Pri tej frekvenci izmenično elektromagnetno polje povzroči, da se polarne molekule v TPU poskušajo ponovno poravnati z vsakim nihanjem: približno 27 milijonov krat na sekundo. Molekularno trenje, ki ga to povzroči, enakomerno ustvarja toploto po celotnem območju zvara, na vmesniku, kjer mora priti do fuzije, ne da bi se zanašala na toplotno prevodnost od površine do notranjosti.
Pod sočasno uporabljenim pnevmatskim pritiskom material na spojni površini doseže temperaturo zlivanja in plasti se združijo na molekularni ravni. Ko je polje odstranjeno in se material ohladi pod trajnim pritiskom, prvotna meja med obema ploščama strukturno ne obstaja več – zvarno območje je postalo en neprekinjen kos materiala. Pri preskusu destruktivnega vleka se to območje običajno zadrži mimo točke okvare okoliške osnovne tkanine. Ta rezultat je praktično merilo za pravilno izveden RF zvar.
Varjenje 840D High Tenacity TPU: Manjša meja za napako
RF varjenje deluje na različnih združljivih termoplastih - PVC, PET, EVA, različne tkanine, prevlečene s PU. Za težke zunanje aplikacije, ki zahtevajo trajno odpornost proti obrabi in strukturno celovitost pod obremenitvijo, je 840-denier TPU z visoko trdnostjo primerjalni material. Je tudi tisti, ki postavlja največje zahteve pri kalibraciji procesa.
Višji denier pomeni večjo maso materiala na območju zvara, kar zahteva več elektromagnetne energije, da doseže talilno temperaturo. Težava je v tem, da to ne pomeni preprosto povečati moči. Delovno okno – razpon med nezadostno energijo (nepopolno zlitje, zvar, nagnjen k puščanju) in prekomerno energijo (ožganje materiala, ogrožena vodoodporna pregrada) – se oži, ko se teža tkanine povečuje. Nastavitev moči, ki deluje čisto na 420D TPU, lahko povzroči hladne lise na 840D ob istem času cikla, medtem ko lahko nastavitev, umerjena za 840D, zažge tanjše materiale v istem izdelku.
Upravljanje tega zahteva umerjanje glede na material. Ko 840D TPU vstopi v proizvodno linijo – ne glede na to, ali gre za uvedbo novega izdelka ali novo serijo materiala od istega dobavitelja – je treba RF izhodno moč, tlak stiskalnice in čas cikla potrditi glede na ta specifični material: njegov denier, težo TPU prevleke in formulacijo. Ti parametri spadajo v dokumentiran SOP, preverjen na začetku vsake proizvodne serije. Objekt, ki uporablja enotne nastavitve za vse teže blaga, ne opravlja tega dela, ne glede na to, kako je zmogljivost opisana.
Tri procesne spremenljivke, ki določajo doslednost proizvodnje
Prototip, ki je opravil tlačno testiranje, dokazuje, da je mogoče doseči pravi zvar. Dosledna proizvodnja zahteva nadzor nad spremenljivkami, ki določajo, ali je ponovljiva v obsegu.
Natančnost orodja za izrezovanje
Varilna matrica – oblikovana elektroda, ki je v stiku z materialom in določa geometrijo zvara – je strojno obdelana iz medenine ali aluminija do dimenzij, ki jih zahteva poseben vzorec šiva. Dimenzijska natančnost pri tem orodju ni drugotnega pomena. Neenakomerna površina matrice povzroči neenakomerno porazdelitev tlaka po območju zvara, kar povzroči neenakomerno notranje segrevanje: hladne točke, kjer material ni dosegel polne temperature taljenja, in vroče točke, kjer je bil pregret. Hladne točke postanejo točke začetka puščanja. Vroče točke postanejo območja stanjšanja materiala, ki ogrožajo dolgoročno celovitost šiva.
Obraba matrice ima enak učinek na obseg proizvodnje. Stične površine, ki so bile na začetku proizvodne akcije znotraj tolerance, postopoma izstopijo iz tolerance. Odgovorno varjenje z radiofrekvenčnimi žarki sledi stanju matrice in zamenja ali ponovno umeri orodje, preden obraba vpliva na kakovost zvara – ne potem, ko testiranje kakovosti začne kazati visoke stopnje napak.
Uporaba tlaka: dve fazi, dve različni funkciji
Pnevmatski tlak pri RF varjenju služi različnim funkcijam med fazo aktivnega varjenja in fazo ohlajanja, ki ji sledi, in oboje je pomembno.
Med aktivno fazo RF tlak zagotavlja tesen stik med plastmi materiala na vmesniku zvara, kar omogoča molekularno mešanje, ko TPU doseže talilno temperaturo. Med fazo ohlajanja po odstranitvi radiofrekvenčne energije tlak zadrži taljeno območje na mestu, medtem ko se polimerne verige strdijo. Sprostitev tlaka, preden se zvarno območje dovolj ohladi, omogoči deformacijo še vedno mehkega materiala, kar povzroči šibkejšo vez in dimenzijske nedoslednosti na robovih zvarnega območja, ki med uporabo postanejo točke koncentracije napetosti.
Prezgodnja sprostitev tlaka je med najpogostejšimi procesnimi bližnjicami pri RF varjenju velikega obsega, kjer pritisk v času cikla ustvari operativno spodbudo za hiter prehod na naslednji del. Nastali zvari pogosto prestanejo vizualni pregled in začetno testiranje pri nizkem tlaku, nato pa kažejo povečane stopnje napak pri trajni obremenitvi in ponavljajočem se upogibanju na terenu.
Čas cikla
Celoten RF-varilni cikel poteka v treh fazah: pred-stisk (tlak, uporabljen pred RF-aktivacijo, ki omogoča, da se material pravilno usede v matrico), aktivni zvar (RF-energija je vklopljena, pride do molekularnega segrevanja in fuzije) in hlajenje pod tlakom (RF-izklopljen, zvarno območje strdi). Vsaka faza ima optimalno trajanje, odvisno od debeline materiala, teže premaza in uporabljene geometrije matrice.
Ti časi se ne prenašajo med materiali. Cikel, razvit za specifično specifikacijo TPU, bo premalo zavaril težje tkanine in tvegal preveč varjenja lažjih materialov, ki se uporabljajo drugje v istem izdelku. Ko se specifikacije materiala spremenijo med proizvodnimi serijami – različni denierji, različne teže premazov, različne serije dobaviteljev – je treba parametre cikla ponovno preveriti, ne pa predpostaviti kontinuitete.
Testiranje hidrostatičnega tlaka 1,0 bara: kaj dejansko potrjuje
Z vizualnim pregledom šivov se odkrijejo napake na ravni površine: vidne ožgane sledi, očitne vrzeli v pokritosti zvara, velika popačenja dimenzij. Ne zaznava notranjih območij s premajhnim taljenjem, mikropraznin na vmesniku zvara ali hladnih mest, ki se obdržijo v okoljskih pogojih, vendar se odprejo pod obremenitvijo. Pri vodoodpornih izdelkih s kakršno koli trditvijo glede stopnje tlaka je vizualni pregled tal in ne stropa.
Preskus hidrostatičnega tlaka 1,0 bara je validacijski standard za resne RF varjene zunanje izdelke. En bar ustreza hidrostatičnemu tlaku 10-metrskega vodnega stolpca – bistveno nad pogoji potopitve, s katerimi se večina izdelkov na prostem srečuje pri uporabi na terenu, kar je ravno tisto, zaradi česar je pomemben preskus kvalifikacije proizvodnje.

Postopek: dokončani izdelki se napihnejo na 1,0 bar notranjega tlaka in bodisi potopijo v vodo ali držijo pod pritiskom določen čas. Pogoj za uspešnost je nična emisija mikro mehurčkov iz katerega koli šiva, zvarnega območja ali točke zapiranja. En sam mehurček označuje pot puščanja, ki bo prepuščala vodo pri uporabi na terenu ne glede na obseg. Na tej ravni preizkusa ni sprejemljivega delnega uspeha.
Preizkus potrdi, da presega to, ali določena enota vzdržuje pritisk v trenutku testiranja. Izdelek, ki preide tlak 1,0 bara, ima potrjeno popolno molekularno fuzijo v vsakem zvarnem območju, pravilen kontakt matrice po celotni geometriji šiva in ustrezno hlajenje pred sprostitvijo tlaka. Dosledne stopnje uspešnosti v celotni proizvodni seriji so dokaz nadzora procesa – ne variacija posamezne enote, ki je imela pozitiven trend.
Pogostost testiranja je tako posledična kot resnost testa. Preizkušanje kritičnih šivov na enoto zagotavlja popolno pokritost proizvodnje in ujame posamezne okvare, preden se pošljejo. Paketno vzorčenje zagotavlja statistično zaupanje ob nižjih stroških, vendar omogoča posamezne napake skozi. Ustrezen protokol je odvisen od nadaljnjih stroškov okvare posamezne enote na terenu – za izdelke, pri katerih eno puščanje povzroči garancijski zahtevek in potencialno izpostavljenost blagovni znamki, je testiranje na enoto racionalen položaj.
Ocenjevanje zmogljivosti RF varjenja: vprašanja, ki razlikujejo zrelost procesa
Preprečevanje puščanja pri RF varjenih vodoodpornih izdelkih je rezultat inženiringa in ne trditev izdelave. Procesne spremenljivke so znane, nadzorne metode so vzpostavljene in testni protokol, ki potrjuje rezultat, je dobro definiran. Proizvajalec z resničnimi zmogljivostmi na tem področju bo svoje delovanje opisal s temi posebnimi izrazi.
Vprašanja, ki si jih je vredno zastaviti pri ocenjevanju dobavitelja, so konkretna:
Kako so nastavitve moči RF in časi ciklov dokumentirani glede na specifikacijo materiala in kaj sproži ponovno validacijo, ko se serije materiala spremenijo?
Kako se spremlja stanje matrice in pri katerem pragu se orodje zamenja?
Ali se hidrostatično testiranje izvaja na enoto ali s serijskim vzorčenjem in pri kakšnem tlaku?
Ali lahko zagotovijo testne zapise iz nedavnih proizvodnih serij primerljivih izdelkov?
To niso težka vprašanja za objekt, ki dejansko nadzoruje te spremenljivke. To so zelo težka vprašanja za objekt, ki uporablja RF varilno opremo brez procesne discipline za tem. Odgovori vam povedo, v kakšni situaciji ste.